длину экструзии не знаю как калибровать.. есть метод? или это про то что где пруто отрезаешь под сопло, замеряешь...
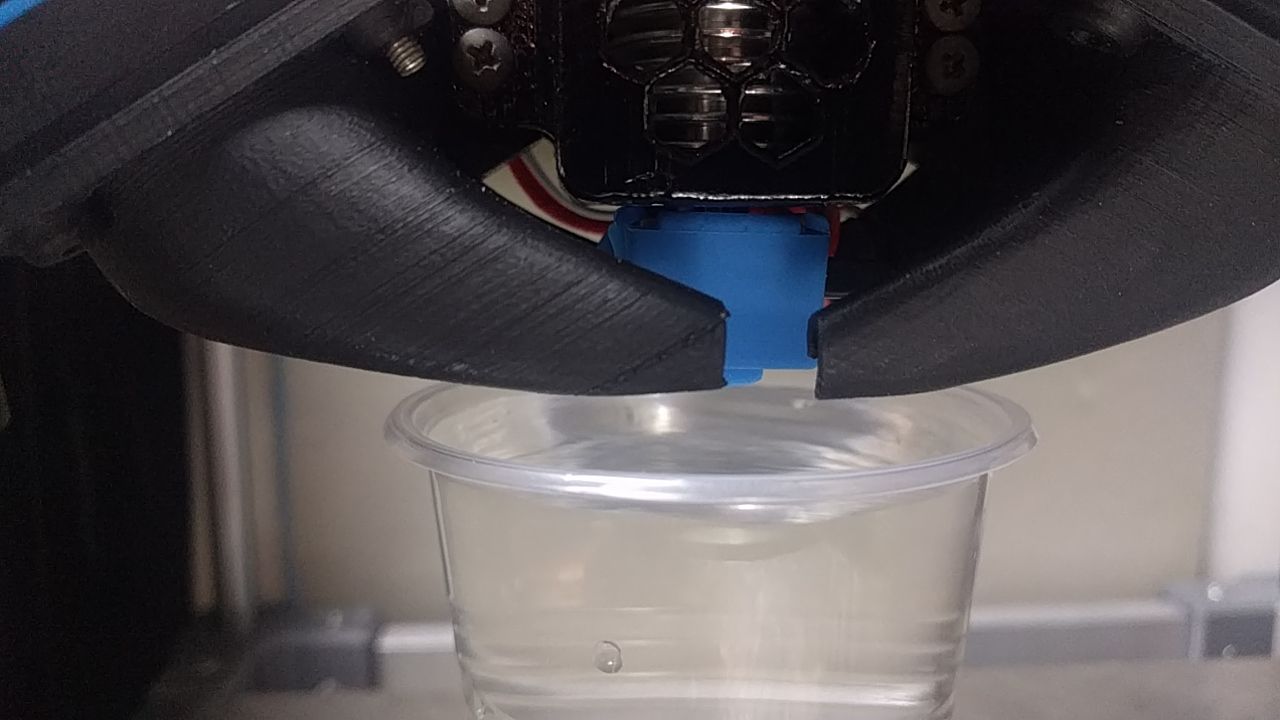
да, просто подгоняешь пруток в ноль (к фиттингу или выходу из директа), греешь сопло, выпускашь 100-200 (сколько считаешь нужным)мм и меряешь хорошей линейкой или штангеном. я 150 выпускал и мерял деревянным угольником.