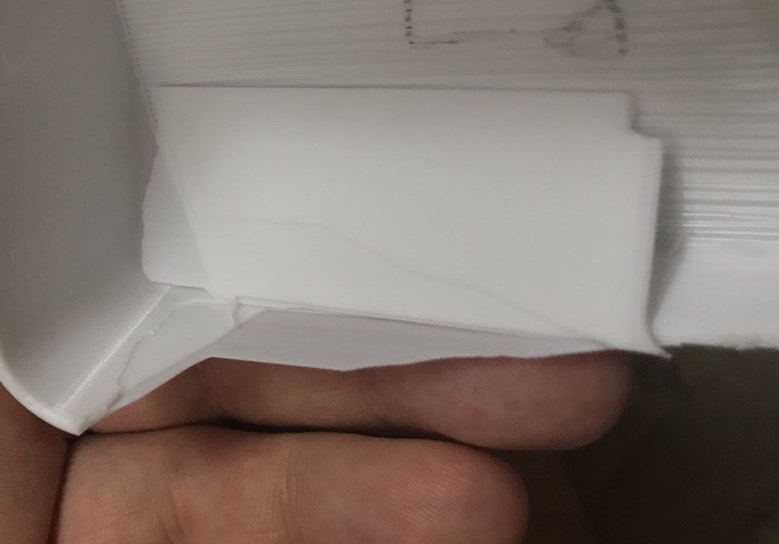
подскажите, как вылечить? петг, толщина стенки 1,6мм, печатается в 4 периметра. практически самостоятельные стенки. поток увеличивать не хочу, внешние стенки хорошо выходят.
ПС: при разломе видно, что периметры между собой плохо спекаются.
пока думаю сделать обдув в половину меньше