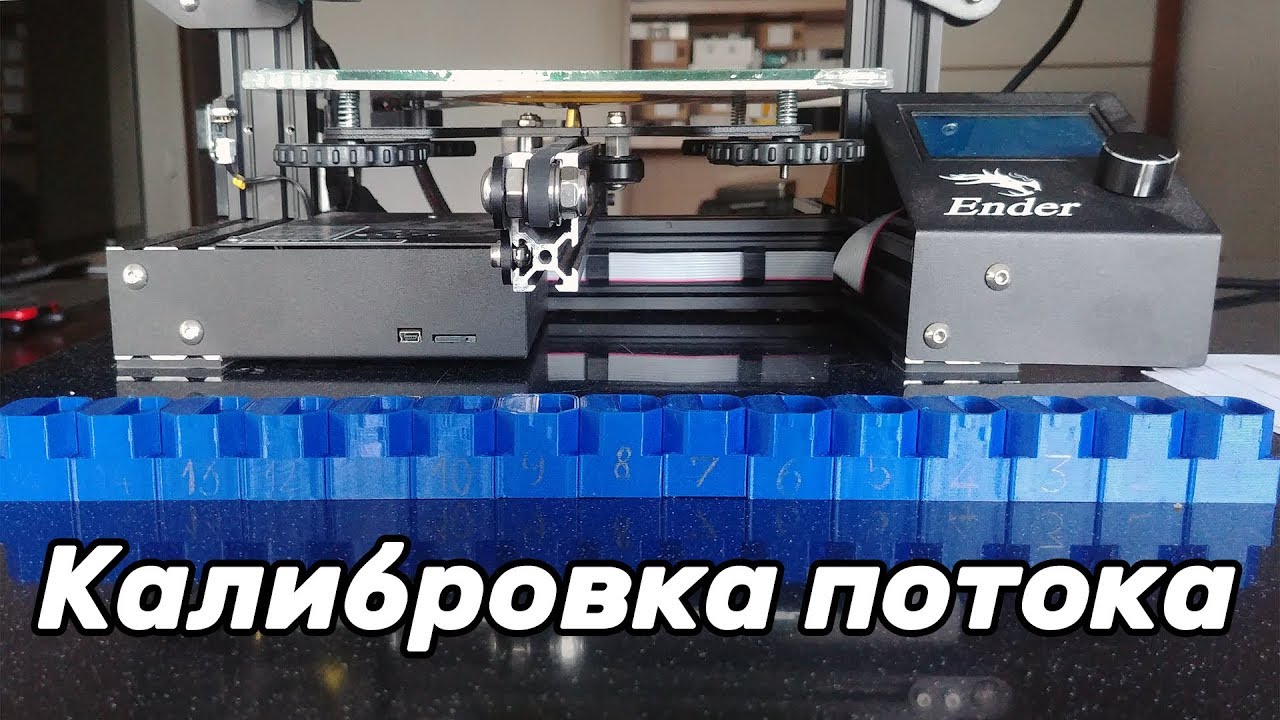
Смотрю я вот этот видос, и виже что измеряеться сразу большое количество слоёв, в случае если слои лежат с небольшим отклонением это будет значительно влиять на зелультат. Правельнее было бы мерить лиш 1 слой, скажем намечатав одну нить. https://www.youtube.com/watch?v=VTR_6nGYbu0
начнём с того, что поток должен быть равен 100% для правильно откалиброванного принтера и филамента 1,75 если филамент отличается от 1,75 то надо указывать реальный диаметр прутка
Смотрю я вот этот видос, и виже что измеряеться сразу большое количество слоёв, в случае если слои лежат с небольшим отклонением это будет значительно влиять на зелультат. Правельнее было бы мерить лиш 1 слой, скажем намечатав одну нить. https://www.youtube.com/watch?v=VTR_6nGYbu0
начнём с того, что поток должен быть равен 100% для правильно откалиброванного принтера и филамента 1,75 если филамент отличается от 1,75 то надо указывать реальный диаметр прутка
В идеале оно должно быть 100%. Но мир то не идеален)
если диаметр прутка гуляет - то надо не поток крутить, а ставить датчик диаметра, собирается по сути из нескольких деталюх, схем полно. он автоматически крутит поток в зависимости от изменения диаметра
если диаметр прутка гуляет - то надо не поток крутить, а ставить датчик диаметра, собирается по сути из нескольких деталюх, схем полно. он автоматически крутит поток в зависимости от изменения диаметра
Нет, гулять может очень много чего. Десятки параметров
но по дефолту поток должен быть равен 100% изменения его для разных типов пластика это пережиток дефолтной шестерни на МК8 фидере, которая по разному в пруток вгрызается