А как от расселения уйти возможного?
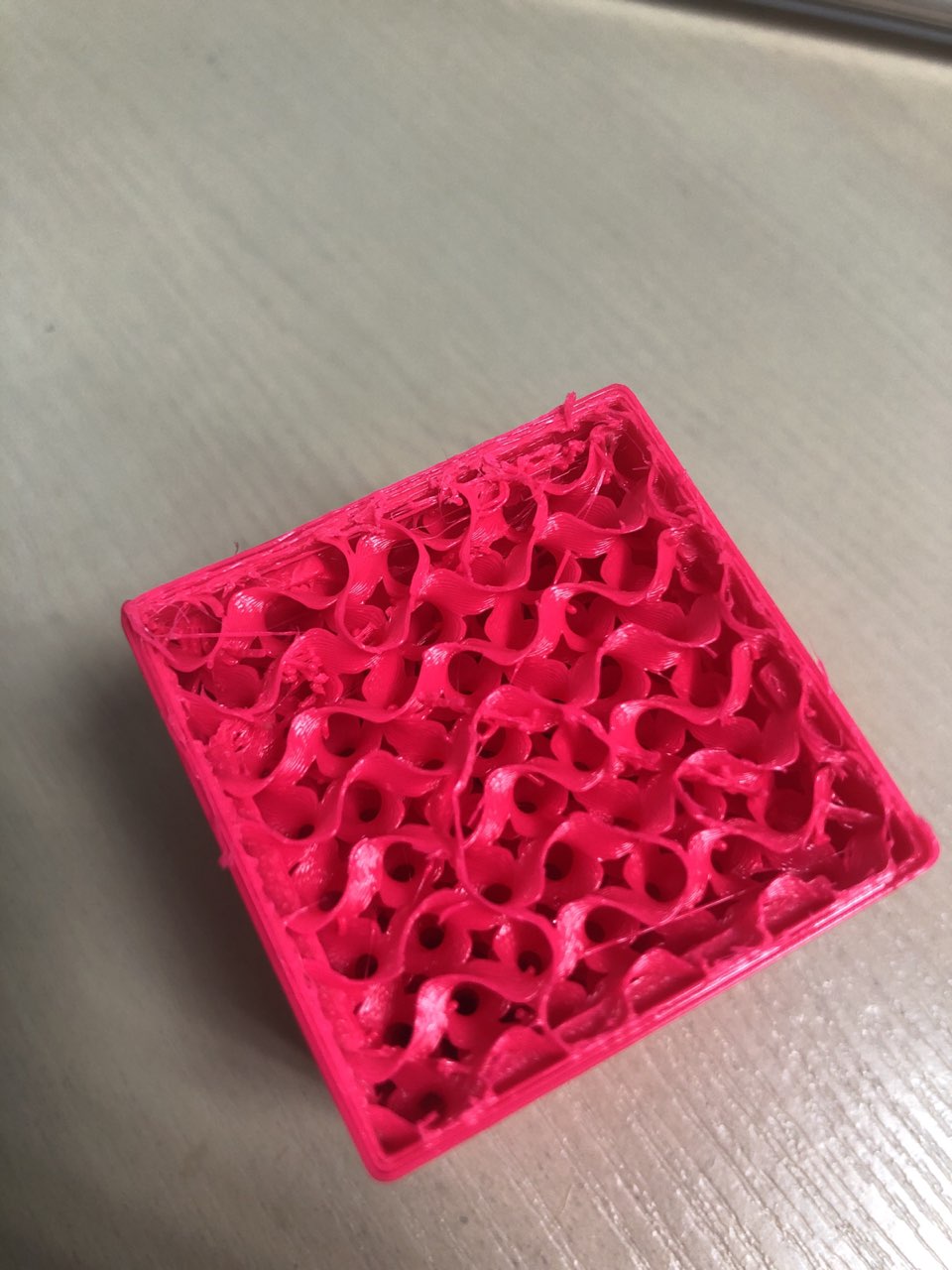
ну чудес не бывает - если температура нормальная чтоб пластик хорошо плавился, то дальше дело в размерах. Чем толще нить и высота слоя, тем прочнее. Если у тебя 0.2 экструзия и 0.1 высота слоя то это конечно менее прочно чем 0.4 и 0.2 соответственно .И недоэкструзия такое-же даёт (надо выдавить скажем колбаску 0.4мм шириной, а твой фидер и сопло дают только 0.3мм скажем, в итоге между нитями слишком большое расстояние и они не слипаются. Также и по высоте )