Все просто.
1) Забываем про диаметр прутка, т.к. косяки спозиционированы по областям.
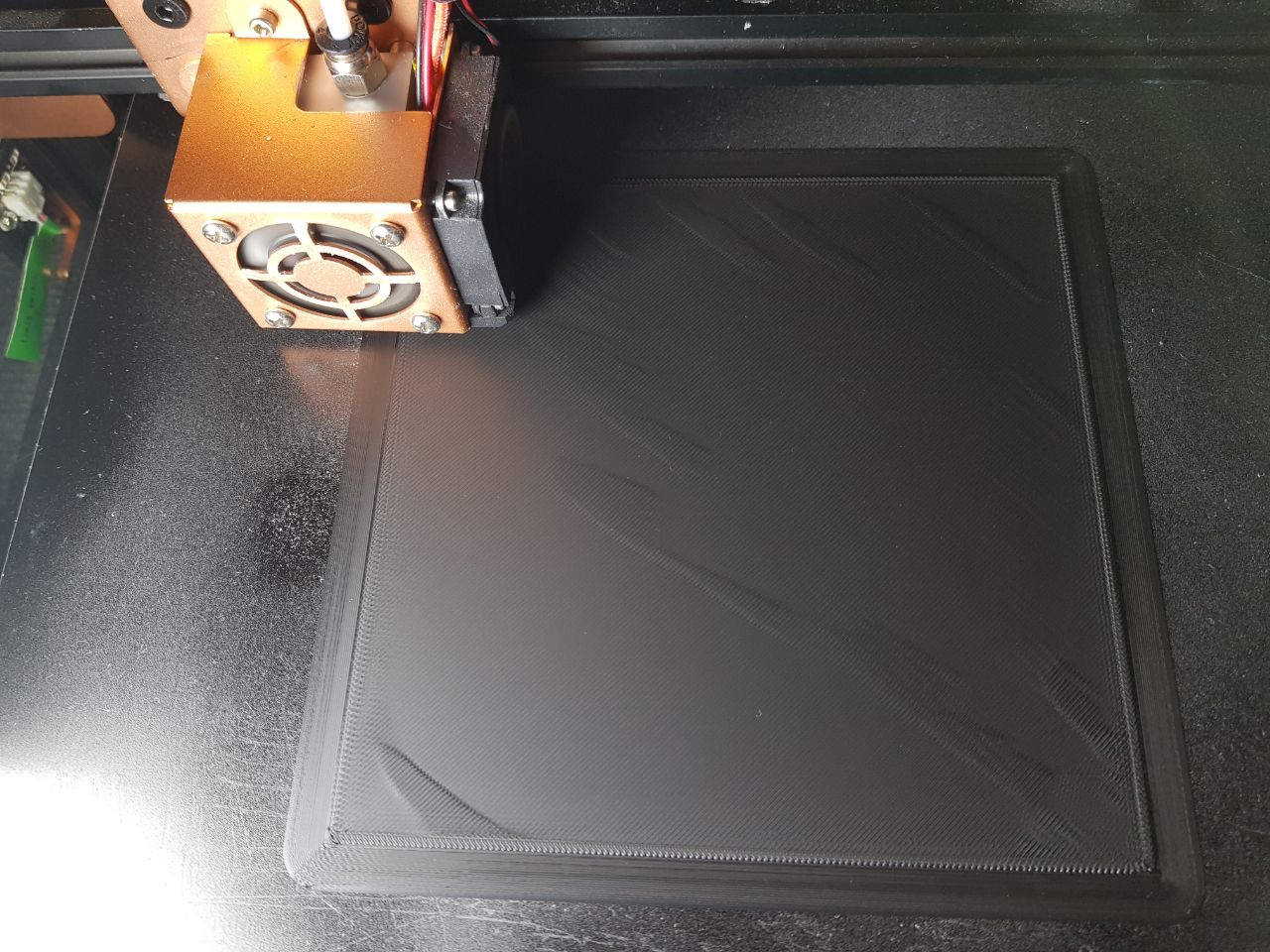
2).Печатаете такую деталь только первый слой. Отмываете полностью стол (спирт, ацетон, че вас там есть), печатаете еще раз первый слой. Если рисунок косяков не повторился, забываем про механику. Если повторился с изменениями, не домыли. Если повторился 1 в 1, механика или калибровка стола.
3) если не повторился вообще, ищем проблему в неравномерности экструзии.
Я ставлю на слишком маленький зазор между столом и соплом.
а сопло может быть повреждено?