M
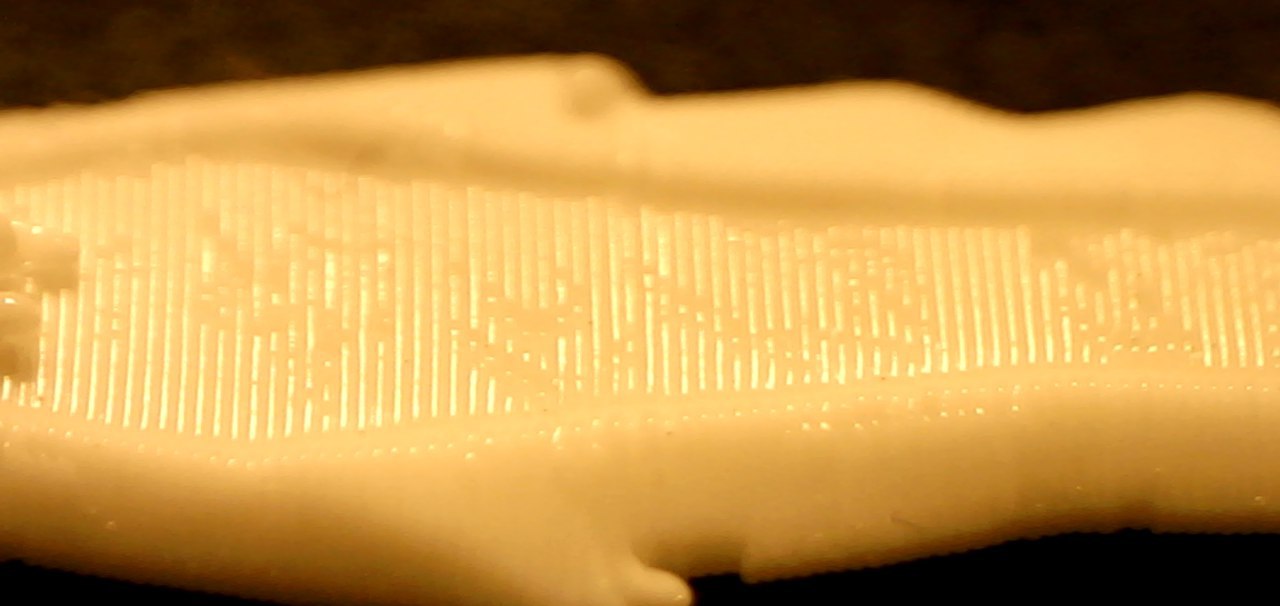
С обычной. Ещё раз, усилие трения, с котоым пруток движется в трубке - кратно мало той силе, которая пытается растянуть конструкцию. Экструдер давит прутокв трубку и этот пруток упирается в хотэнд, где плавиться и пропихивпется сквозь маленькое отвертие в сопле. Возникает сила реакции, которую нужно передать к неподвижным частям экструдера. Вот эта сила передается через трубку, которая стремиться ее растянуть и вырвать из фитингов. Насечки очень маленькие от шестерни. Трубка тефлоновая и имеет внутренний диаметр 2мм, что на целых 0.25 больше диаметра филамента. Плмеряйте штангелем место , где филамент погрызла шестерня ( оставила засечки). Какой там диаметр?
я это поборол давно.